Can a commercial moisture oven be used in a laboratory setting?
May 21, 2026
Can a commercial moisture oven be used in a laboratory setting?
In the world of scientific research and industrial testing, laboratory equipment plays a crucial role in ensuring accurate and reliable results. One such piece of equipment that often sparks debate is the commercial moisture oven. As a supplier of commercial moisture ovens, I am frequently asked whether these ovens can be effectively used in a laboratory setting. In this blog post, I will explore the capabilities of commercial moisture ovens and discuss their suitability for laboratory applications.
Understanding Commercial Moisture Ovens
Commercial moisture ovens are designed to remove moisture from various materials through the application of heat. They are commonly used in industries such as food processing, pharmaceuticals, and textiles to determine the moisture content of products. These ovens typically feature a heating element, a temperature control system, and a chamber where the samples are placed.
One of the key advantages of commercial moisture ovens is their high capacity and rapid heating capabilities. They are able to handle large quantities of samples and can reach high temperatures quickly, making them ideal for industrial applications where efficiency is paramount. Additionally, commercial moisture ovens are often equipped with advanced features such as programmable temperature settings, digital displays, and automatic shut-off functions, which enhance their usability and convenience.
Suitability for Laboratory Settings
While commercial moisture ovens offer several benefits, their suitability for laboratory settings depends on a variety of factors. Here are some considerations to keep in mind:
Temperature Accuracy and Uniformity
In a laboratory setting, precise temperature control is essential for obtaining accurate and reproducible results. Commercial moisture ovens are generally designed to provide a high level of temperature accuracy and uniformity within the chamber. However, the level of precision may vary depending on the make and model of the oven. It is important to choose an oven that meets the specific temperature requirements of your laboratory applications.
Sample Size and Compatibility
Laboratory experiments often involve small and delicate samples that require careful handling. Commercial moisture ovens are typically designed to accommodate larger samples, which may not be suitable for all laboratory applications. Additionally, some materials may require specific heating conditions or may be sensitive to the high temperatures used in commercial moisture ovens. It is important to ensure that the oven you choose is compatible with the samples you will be testing.
Safety Features
Safety is a top priority in any laboratory setting. Commercial moisture ovens are equipped with a range of safety features such as overheat protection, door locks, and ventilation systems to prevent accidents and ensure the well-being of laboratory personnel. However, it is important to carefully review the safety features of the oven and ensure that they meet the safety standards of your laboratory.
Regulatory Compliance
Laboratory equipment must comply with a variety of regulatory standards and guidelines. When using a commercial moisture oven in a laboratory setting, it is important to ensure that the oven meets the relevant regulatory requirements. This may include standards such as ISO 9001, CE, and UL.
Advantages of Using a Commercial Moisture Oven in a Laboratory
Despite the considerations mentioned above, there are several advantages to using a commercial moisture oven in a laboratory setting:
Cost-Effectiveness
Commercial moisture ovens are generally more cost-effective than laboratory-grade ovens. They offer a high level of performance and functionality at a lower price point, making them a viable option for laboratories with limited budgets.
Versatility
Commercial moisture ovens are designed to handle a wide range of materials and applications. They can be used for drying, curing, annealing, and other processes, making them a versatile addition to any laboratory.
Availability
Commercial moisture ovens are widely available in the market, which means that they can be easily sourced and replaced if necessary. This ensures that your laboratory operations are not disrupted due to equipment failure.
Examples of Commercial Equipment for Comparison
To further illustrate the capabilities of commercial equipment, here are some examples of related commercial products that you might find useful:

- Commercial Electric Pizza Oven: Ideal for high - volume pizza production in a commercial kitchen, this oven offers fast and even heating.
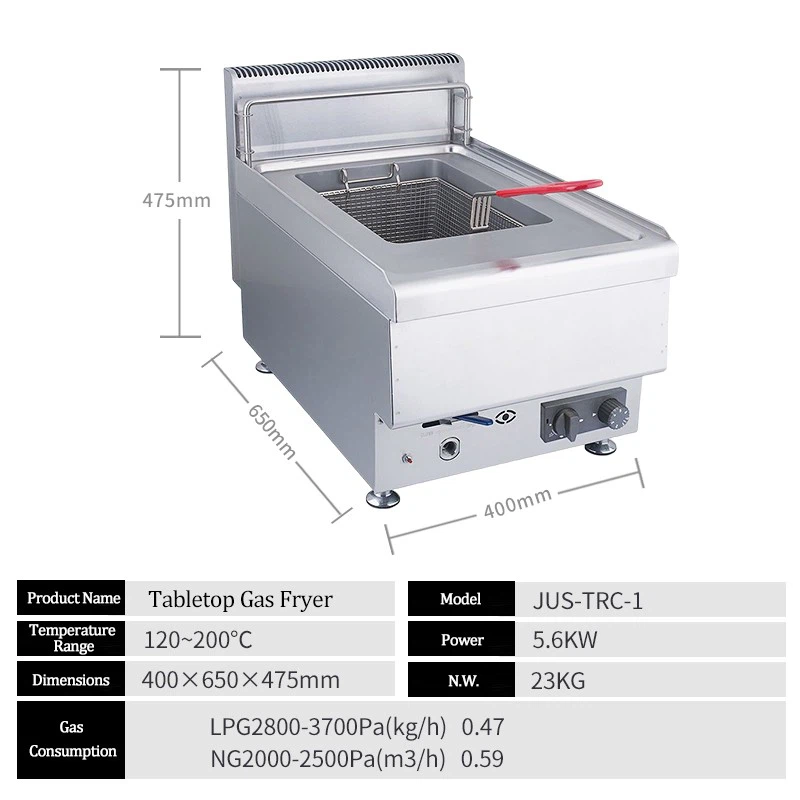
- Tabletop Gas Fryer: A convenient option for frying various food items, it provides efficient heat transfer and easy operation.
- Commercial Combi Microwave - Steam - Oven: This multi - functional oven combines the benefits of microwave, steam, and conventional heating, offering great flexibility in food preparation.
Conclusion
In conclusion, a commercial moisture oven can be used in a laboratory setting, provided that the specific requirements of the laboratory are carefully considered. While there are some limitations to using a commercial moisture oven in a laboratory, the cost - effectiveness, versatility, and availability of these ovens make them a viable option for many laboratories.
If you are considering using a commercial moisture oven in your laboratory, I encourage you to contact us for more information. Our team of experts can help you choose the right oven for your specific needs and provide you with the support and guidance you need to ensure successful laboratory operations. Whether you are conducting research, quality control, or production testing, our commercial moisture ovens can provide the reliable performance you require.
References
- ASTM International. (Year). Standard test methods for moisture content of materials.
- ISO. (Year). ISO standards for laboratory equipment safety and performance.